Measurement data is extremely important for any business. Decisions are constantly made based on measurements. Therefore, it is critical that all data is accurate. Many people are aware of the possibility of human error when taking a measurement, but people often trust the measurement equipment itself too much. This is where Gage R&R becomes extremely useful!
WHAT IS GAGE R&R?
Gage R&R stands for Gage Repeatability and Reproducibility and is a common method of measurement system analysis (MSA) used to determine the amount of variation in a measurement that is caused by the measurement system itself.
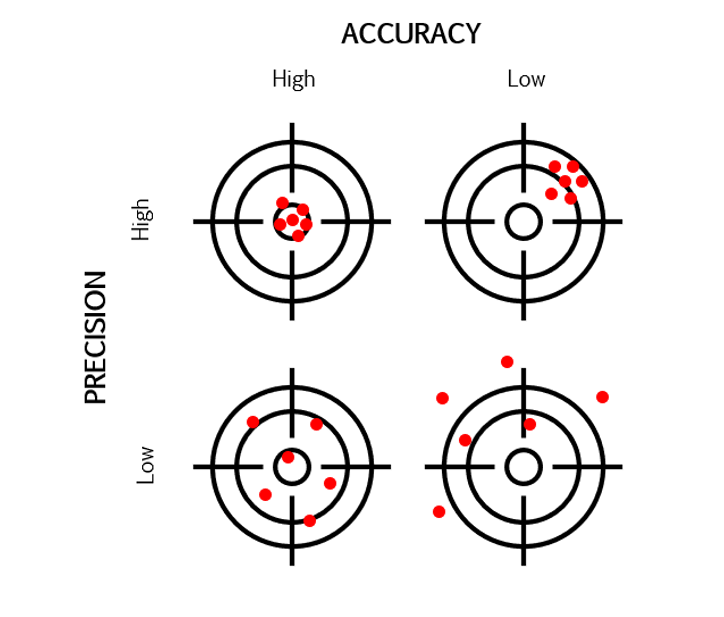
Therefore, the primary goal of a Gage R&R study is to determine if a measurement system is an accurate and precise way to measure data.
Accuracy refers to how close the measurement is to the actual value.
Precision refers to how consistent the measurements are if they are repeated over and over.
When using a measurement system, you should expect to see some variation in your data.
You may think it’s good if every data point you measure comes out to the same value, but is this really the case? No!
In fact, this means that your measurement system is not able to tell the difference between parts, and you may need to find a more robust system.
Sources of Variation
Now that you know to expect variation in your measurements, you may be wondering…where does this variation come from?
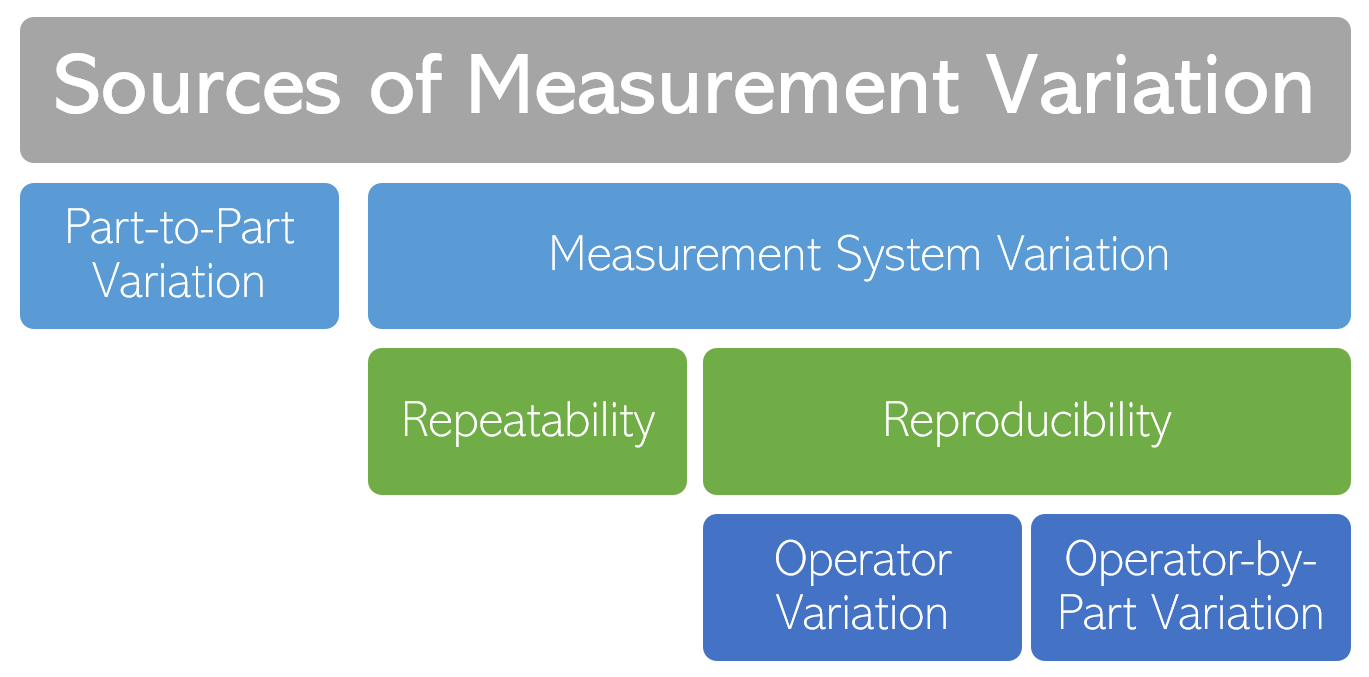
In general, there are two primary sources of variation in a process:
- Part-to-Part Variation
- Measurement System Variation
1. Part-to-Part Variation
Part-to-part variation is relatively straightforward. It just refers to variation between different parts.
This type of variation is expected in a process and should be the dominant form of variation. During a Gage R&R study, a good measurement system will indicate that the majority of the variation is due to part-to-part variation rather than measurement system variation
2. Measurement System Variation
Measurement system variation, on the other hand, refers to the amount of variation directly caused by the measurement system.
This variation can be caused by many different aspects of the measurement process, such as:
- Measurement equipment
- Test procedures
- Software
- Environmental conditions
- Operator-to-operator differences
Measurement system variation can also be broken down into variation due to repeatability and reproducibility (aka the “R&R” in Gage R&R).
Repeatability
Repeatability refers to how accurate the measurement equipment itself is.
For example, a measurement is considered repeatable if one operator obtains consistent results when measuring the same sample over and over again.
Therefore, this type of variation is referred to as Equipment Variation (EV).
Reproducibility
Reproducibility refers to how consistent a measurement system is when different operators are taking the measurements.
For example, a measurement is considered reproducible if multiple operators obtain consistent results when measuring the same sample using the same equipment.
Therefore, this type of variation is often referred to as Between Appraiser Variation or just Appraiser Variation (AV).
Reproducibility can also be broken down into two parts:
- Operator Variation
- Operator-by-Part Variation
Operator variation is any difference in measurement results due to different operators.
Operator-by-part variation is when one operator measures a specific part (or parts) differently from other operators. Therefore, in this case the operator/part combination is the cause of the variation rather than just the operator alone.
WHEN SHOULD YOU PERFORM A GAGE R&R STUDY?
There are several instances where you should consider performing a Gage R&R. Some of these include:
- When you are qualifying a new piece of measurement equipment
- When you have new operators and want to test their proficiency on the measurement equipment
- To compare different pieces of measurement equipment
- Before completing a capability analysis for your process or equipment in order to ensure your measurement data is accurate
🤿 DIVE DEEPER: Gage R&R studies are commonly used during the “Measure” phase of the DMADV Method when a new process or product is being developed. Read my article here to learn more about the DMADV Method and how it interacts with Gage R&R.
HOW DO YOU DO A GAGE R&R STUDY?
The idea behind a Gage R&R study is that you want to have 2-3 operators measure a set of 10-15 parts that are representative of typical production for 2-3 iterations.
✔️ Tip: The data will be better the more tests you complete, but this will also cost more time and money. Therefore, you will need to determine what setup makes the most sense for your situation.
Based on the result of these measurements, you can determine if the variation is primarily due to part-to-part variation or measurement system variation as explained earlier in this article.
A Gage R&R study for a reliable piece of measurement equipment will show that the majority of the variation is due to differences between the parts rather than variation in the measurement system itself.
When completing a Gage R&R, you must also consider how your measurement process works. For example, if you are performing a destructive test, you obviously won’t be able to have multiple operators measure the same part.
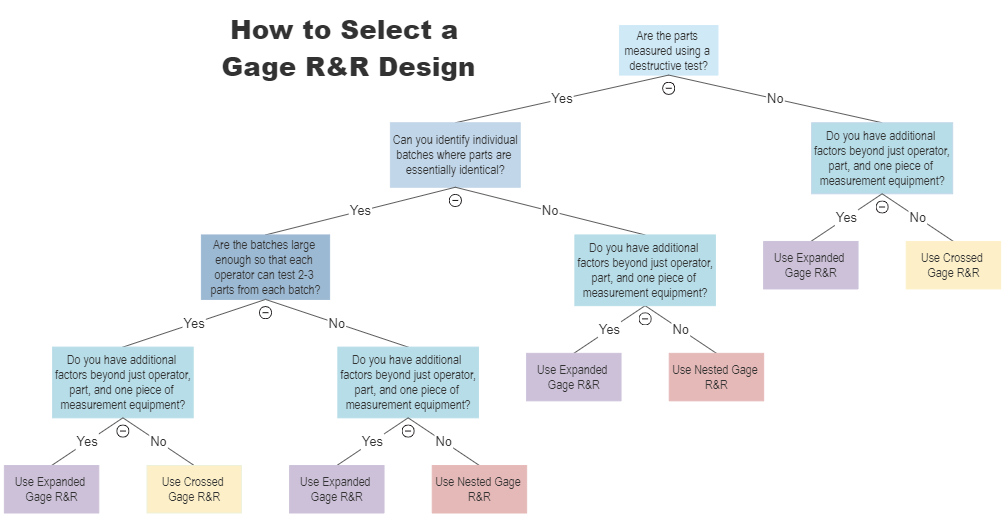
For this reason, there are three different types of Gage R&R design:
- Crossed
- Nested
- Expanded
The decision tree below explains how to select the correct design to use based on your process.
Now let’s take a deeper dive into each of these Gage R&R designs…
Crossed Gage R&R
When to Use this Method
A crossed Gage R&R is the most standard form of Gage R&R study. This type of study can be used in the following two cases:
- When you have one piece of measurement equipment you want to analyze and you are performing a non-destructive measurement so multiple operators can test the same parts.

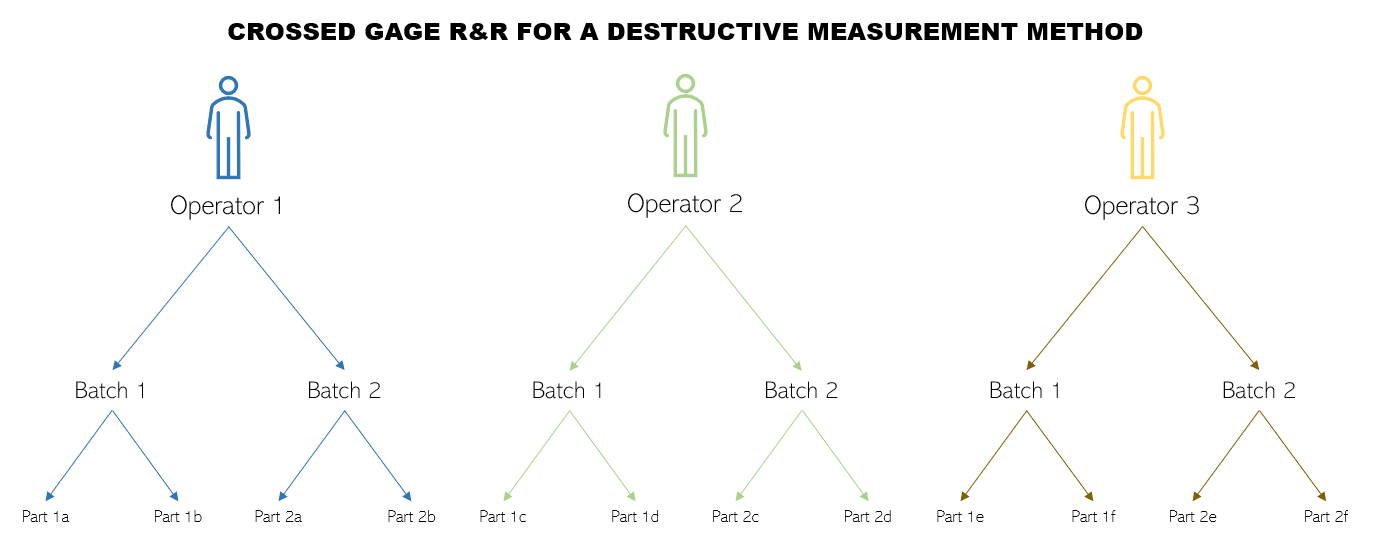
- When you have one piece of measurement equipment you want to analyze and you are performing a destructive measurement, but you produce batches with essentially identical parts and of a large enough size that each operator can test 2-3 essentially identical parts per batch.
Required Resources and Materials
To complete a crossed Gage R&R, you will need the following:
- The measurement equipment you wish to study
- 2-3 operators
- 10-15 parts that are representative of typical production
- NOTE: If you are performing a destructive test, you will need 10-15 sets of essentially identical parts PER OPERATOR PER ITERATION. For example, if you have 3 operators and want to measure 10 parts for 2 iterations using a destructive test method, you will need 10 sets of 6 essentially identical parts.
✔️ Tip: In general, I would consider having 3 operators measure 10 different parts for 2 iterations to be a good baseline for a Gage R&R study.
How it Works
Once you determine that you want to complete a crossed Gage R&R study, you can do so by completing the below steps. For this example, let’s say we decided to have 3 operators measure 10 parts via a non-destructive test method for 2 iterations. The Gage R&R study would occur as follows:
- Select 10 parts that represent the expected range of process variation.
- Label the parts randomly so that the operator does not know what part they are measuring.
- Have each operator measure the parts one time.
- Relabel the parts randomly again.
- Have each operator measure the parts a second time.
- Analyze the results to determine the amount of part-to-part variation and measurement system variation.
✔️ Tip: For each of the iterations, you do not need to have a consistent order for the operators. In fact, you can reduce any unintentional bias by switching the order that the operators measure the parts in.
For example, you can do:
- Operator 1 measures all 10 parts.
- Operator 2 measures all 10 parts.
- Operator 3 measures all 10 parts.
- Operator 2 measures all 10 parts.
- Operator 3 measures all 10 parts.
- Operator 1 measures all 10 parts.
Nested Gage R&R
When to Use This Method
A nested Gage R&R is the predominant method used when you are performing a destructive measurement.
As discussed in the last section on crossed Gage R&R studies, the crossed method can be used for destructive tests only if the production batch is large enough that multiple operators can test sets of parts that are virtually identical.
If this is not the case and operators must test completely different parts using a destructive test method, then you MUST use a nested Gage R&R.

Required Resources and Materials
To complete a nested Gage R&R, you will need the following:
- The measurement equipment you wish to study
- 2-3 operators
- 10-15 parts PER OPERATOR PER ITERATION that are representative of typical production
How it Works
The nested Gage R&R study functions similarly to the crossed Gage R&R except that the operators will each be measuring entirely different sets of parts from each other and from iteration to iteration using a destructive test method.
Therefore, the typical steps for a nested Gage R&R where 3 operators measure 10 parts using a destructive test method for 2 iterations are as follows:
- Select enough parts that represent the typical range of process variation so that you will have enough for each operator to measure 10 parts for 2 iterations using a destructive test method. This means that you will need 60 parts in total.
- Have each operator measure a first set of 10 parts using the destructive test method. Each of these measured parts (30 in total between the 3 operators) will then be disposed of.
- Have each operator measure a second set of 10 parts using the destructive test method.
- Analyze the results to determine the amount of part-to-part variation and measurement system variation.
Expanded Gage R&R
When to Use This Method
You should use an expanded Gage R&R if you want to study more factors than just the operator and part.

For example, say you have three similar thickness gauges and you want to include all of them in a Gage R&R to determine the variation between them. In this case, you do not have just one piece of measurement equipment, you have three. Therefore, your measurement equipment becomes a third factor that you will need to analyze beyond just different operators and parts.
There are many different factors that you can include in an expanded Gage R&R beyond different pieces of measurement equipment. These will be similar to the sources of measurement system variation that we discussed earlier in this article. For instance, some common factors include:
- Test procedures
- Software
- Environmental conditions
A single expanded Gage R&R study can include up to 8 additional factors besides operator and part. Each of these factors can be either crossed or nested.
Required Resources and Materials
To complete an expanded Gage R&R, you will first need the same materials required for either a crossed or nested Gage R&R depending on whether your process fits with the crossed or nested study as explained in the previous sections.
Beyond those materials, you may also require materials for the additional factors. For example, depending on what factors you plan to study, you may need:
- Additional pieces of measurement equipment
- Different test procedures
- Different software
- Different locations with varying environmental conditions
How it Works
The expanded Gage R&R functions similarly to the nested and crossed Gage R&R studies except for the fact it is expanded for each of the additional factors. Hence the name “expanded”.
Let’s look at a basic example of an expanded Gage R&R study. In this case, let’s suppose that we are measuring the weight of dumbbells using a non-destructive test method.
If we stopped there, this would be a standard crossed Gage R&R study, but in this case, we also have two different scales that we want to test for variation. This adds the varying measurement equipment as an additional factor.
Therefore, the factors we must consider for this expanded Gage R&R study are:
- 3 operators
- 10 parts
- 2 iterations
- 2 pieces of measurement equipment
The steps for completing this study are then as follows:
- Select 10 parts that represent the expected range of process variation.
- Label the parts randomly so that the operator does not know what part they are measuring.
- Have each operator measure the parts one time on each piece of measurement equipment.
- Relabel the parts randomly again.
- Have each operator measure the parts a second time on each piece of measurement equipment.
- Analyze the results to determine the amount of part-to-part variation and measurement system variation.
✔️ Tip: Similar to the crossed Gage R&R, you do not need to have a consistent order for the operators within each iteration. In fact, you can reduce any unintentional bias by switching up the order that the operators measure the parts in.
For example, you can do:
- Operator 1 measures all 10 parts on measurement system 1.
- Operator 2 measures all 10 parts on measurement system 1.
- Operator 3 measures all 10 parts on measurement system 1.
- Operator 2 measures all 10 parts on measurement system 2.
- Operator 3 measures all 10 parts on measurement system 2.
- Operator 1 measures all 10 parts on measurement system 2.
- Operator 3 measures all 10 parts on measurement system 1.
- Operator 1 measures all 10 parts on measurement system 1.
- Operator 2 measures all 10 parts on measurement system 1.
- Operator 1 measures all 10 parts on measurement system 2.
- Operator 2 measures all 10 parts on measurement system 2.
- Operator 3 measures all 10 parts on measurement system 2.
TIPS FOR A SUCCESSFUL GAGE R&R
Gage R&R studies are relatively simple to complete, but there are some areas where mistakes can have a large impact on the overall result.
Here are five tips you should follow to ensure your Gag R&R study is accurate:
- Confirm that all operators are using the same method of measurement. If you discover that operators are using various methods or that one operator is significantly more consistent than the others, you should try retraining the employees and documenting a standard measurement method.
- Ensure the selected parts represent the typical variation in production. This means that the parts should not all come from the same section of a run or even the same production run at all. It is important to ensure you are selecting parts over time so that they will show the typical variation seen in production.
- Verify that the same dimension is being measured on each part. For example, let’s say you are measuring the height of a screw that has a slightly rounded head. You would want to ensure that every operator is measuring every screw exactly from the middle of the head each time to avoid variation.
- Be sure to randomize the order that the operators are measuring the parts in for each replicate. If you leave the order the same each time, the operators may remember what they measured each part as in the previous replicate which will bias the results.
- Ensure that the full study is completed under the same conditions and that those conditions match the conditions that exist when the parts are typically measured unless you are performing an expanded Gage R&R with environmental conditions as an additional factor. This guarantees that there will be no variation introduced due to environmental or locational differences, such as temperature or humidity.
GAGE R&R ANALYSIS
The analysis portion of a Gage R&R study is most easily completed using software, such as Minitab.
If you use Minitab to complete a Gage R&R analysis, you may notice that there are two methods to choose from. These are:
- The Average and Range Method (X-bar and R Method)
- The Analysis of Variance Method (ANOVA Method)
Let’s dig a bit deeper into both of these methods and the similarities/differences between the two…
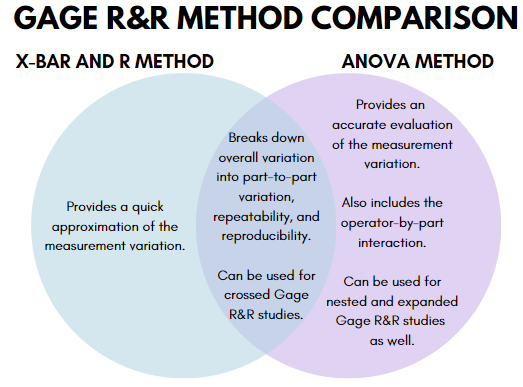
X-bar and R Method
The Average and Range Method, also known as the X-bar and R Method, is the more limited of the two methods.
It is able to break down the overall variation into three categories:
- Part-to-Part Variation
- Repeatability
- Reproducibility
This method can only be used for crossed Gage R&R studies, and should only be used if you want a quick approximation of your measurement variation.
ANOVA Method
On the other hand, the Analysis of Variance Method, also known as the ANOVA Method, is much more robust. This method should be used whenever possible to gain a more accurate understanding of the Gage R&R results.
This method is able to break the overall variation down into the same three categories as the X-bar and R Method, but it is also able to further break down the reproducibility into Operator and Operator-by-Part components.
Since this method considers the interaction between different operators and parts, it is more accurate than the X-bar and R Method.
Furthermore, this method can be used for crossed, nested, AND expanded Gage R&R studies which makes it significantly more robust than the X-bar and R Method.
What is a good Gage R&R value?
Now you’re probably wondering how to analyze the results of a Gage R&R study to determine if the measurement system is acceptable or not.
There are three data points that you can analyze to determine if your measurement system is acceptable. These are:
- The percentage of process variation
- The percentage of variance components
- The number of distinct categories
Percentage of Process Variation
One area you should evaluate to determine the acceptability of your measurement system is the percentage of variation in your process. This is given as the “%Study Var” for the Total Gage R&R when you complete the analysis in Minitab.
According to the standards set by AIAG (Automotive Industry Action Group), a measurement system is accepted based on the following guidelines:
| PERCENTAGE OF PROCESS VARIATION | MEANING |
|---|---|
| Less than 10% | The measurement system is acceptable. |
| Between 10% and 30% | May be acceptable depending on the application. You should consider the importance of the measurement for the particular application, the cost of the measurement equipment, and the cost of repair/rework. You should also gain customer approval to use the measurement system. |
| Greater than 30% | The measurement system is unacceptable and must be improved. |
Percentage of Variance Components
You should also consider the measurement system’s acceptability based on the variance components. This is given as the “% Contribution” for the Total Gage R&R when you complete the analysis in Minitab.
The AIAG standards for variance components are as follows:
| PERCENTAGE OF VARIANCE COMPONENT | MEANING |
|---|---|
| Less than 1% | The measurement system is acceptable. |
| Between 1% and 9% | May be acceptable depending on the application. You should consider the importance of the measurement for the particular application, the cost of the measurement equipment, and the cost of repair/rework. You should also gain customer approval to use the measurement system. |
| Greater than 9% | The measurement system is unacceptable and must be improved. |
Number of Distinct Categories
The final point that you should consider when determining the acceptability of your measurement system is the number of distinct categories.
This is the most commonly overlooked criteria when evaluating the acceptability of a measurement system!
The number of distinct categories essentially represents the ability of the measurement system to detect differences between parts.
The AIAG standard for the number of distinct categories is as follows:
| NUMBER OF DISTINCT CATEGORIES | ACCEPTABILITY | COMMENT |
|---|---|---|
| 5 or more | Acceptable | The measurement system can acceptably distinguish between parts. |
| 3 | Not acceptable | The measurement system can only split parts into three groups: high, middle, and low. |
| 2 | Not acceptable | The measurement system can only split parts into two groups: high and low. |
| 1 | Not acceptable | The measurement system cannot distinguish between parts, and therefore, has no value. |
If the number of distinct categories is less than 5, this means one of two things:
- The parts you are measuring do not represent the full range of process variation. You should select new samples that are more representative.
- The measurement system is not precise enough for the required measurement.
CONCLUSION
Overall, Gage R&R studies are a critical piece to understanding the acceptability of your measurement system.
If your measurement system is unable to provide precise, accurate, repeatable, and reproducible results, you will not be able to make accurate business decisions based on the data. This will impact your relationship with customers as well as your overall profitability and business success.
Therefore, I urge anyone who is using a measurement system to determine if material is within the customer’s specification or not to complete a Gage R&R study.
Have you completed a Gage R&R study before or are you struggling to complete one? Leave any questions or comments below!




